.
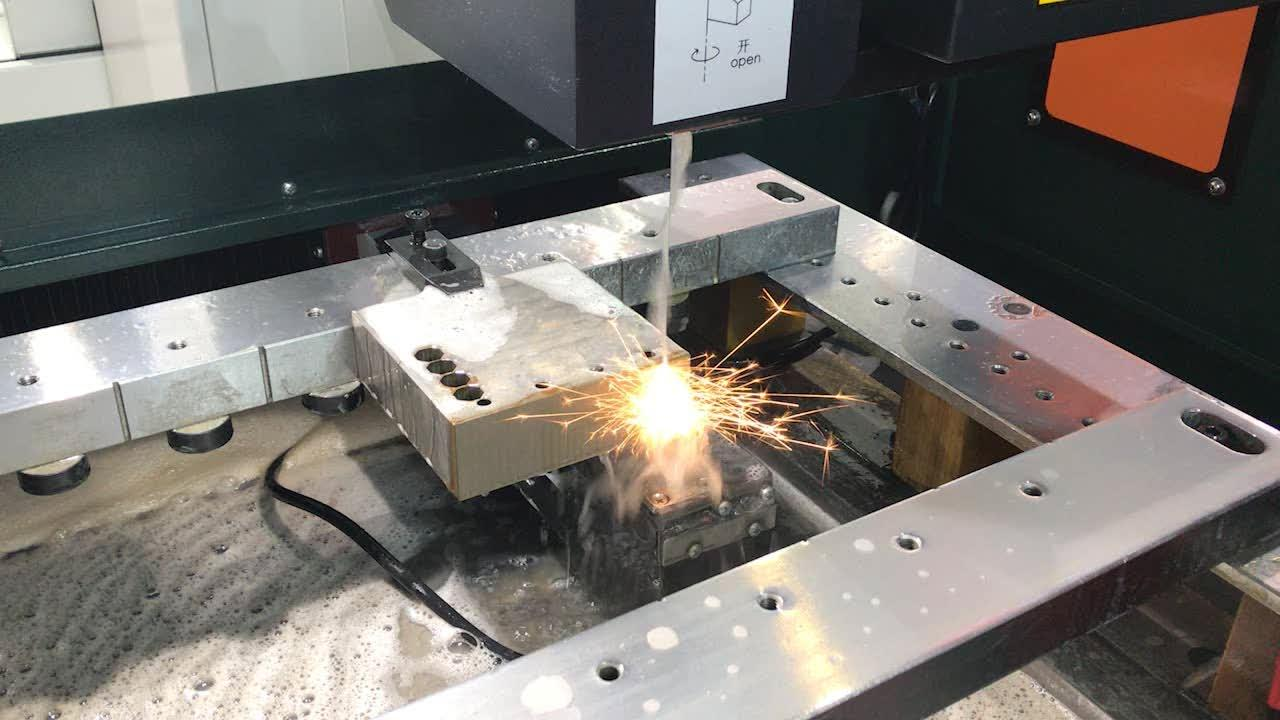
Electrical Discharge Machining (EDM) involves cutting and machining conductive materials through electrical discharge, enabling the production of high-precision, intricate-shaped parts such as molds and tools. It is widely used in industries including mold manufacturing, plastic injection molding, aerospace engine components, and medical devices. EDM is typically employed for processing hard, brittle, or high-hardness materials that are difficult to cut using traditional machining methods, such as tool steel, carbide, and titanium alloy.
 Key features:
Key features:
1 Non-contact Cutting: Unlike traditional mechanical cutting, EDM is a non-contact machining method. There is no direct physical contact between the tool and the workpiece; instead, material is removed through electrical discharge (not continuous arc discharge, the core principle of EDM).
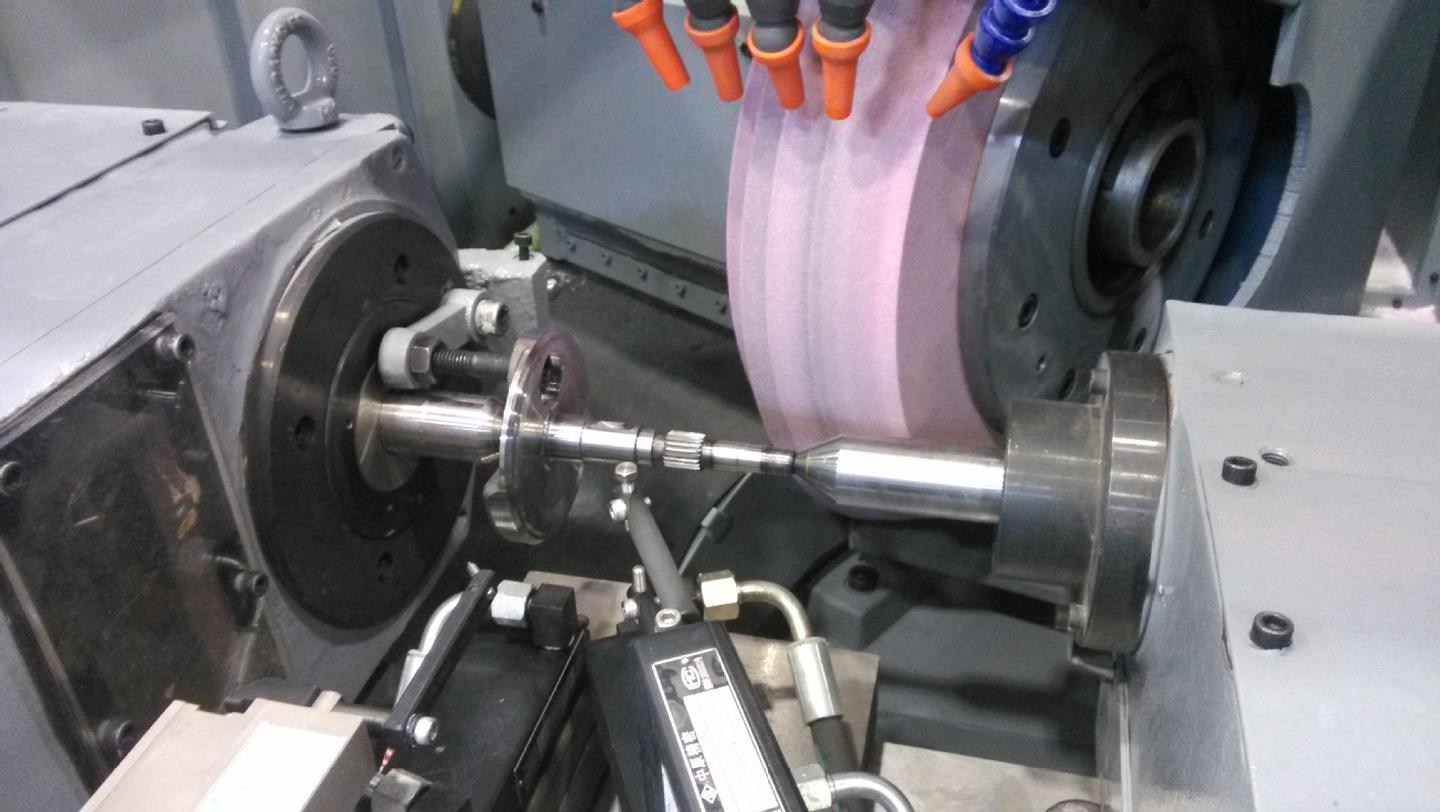
2 High Precision: EDM can achieve ultra-high precision machining, typically reaching sub-micron level dimensional accuracy. This makes it suitable for manufacturing high-precision molds, prototypes, and other precision components, including optical molds and precision optical assemblies.
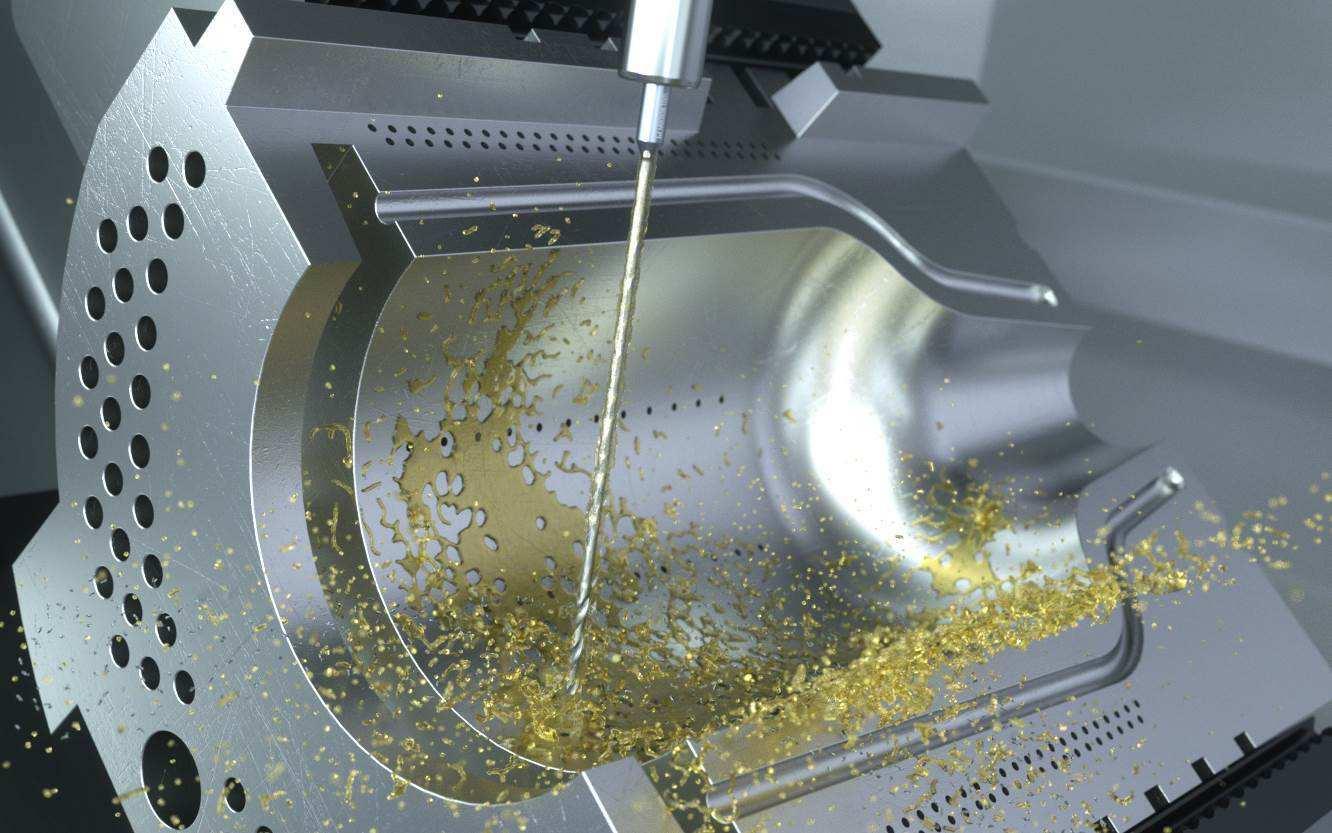
3 Complex Shapes: As a non-contact machining method, EDM can process extremely complex shapes, including internal profiles, small holes, and grooves—common structures in custom optical components (e.g., special-shaped optical brackets, lens sleeve inner contours).
4 Suitability for High-Hardness Materials: EDM is ideal for machining high-hardness materials, as it does not rely on the hardness of the cutting tool (a critical limitation of traditional machining methods), making it suitable for optical-related materials such as tungsten carbide and tool steel.
The above are the 8 common machining processes. Each machining process has its specific application areas and advantages. Selecting the appropriate process depends on the material, shape, dimensions, and surface requirements of the parts.






 Key features:
Key features: